
Перехідна втулка H31/500 H31/530 H31/560

Принцип перехідної втулки
Принцип перехідної втулки відноситься до методу, за якого утворюється певний зазор між заготовкою та втулкою шляхом розміщення заготовки у втулці відповідного розміру під час обробки, а зовнішня поверхня втулки використовується як посилання на забезпечити точність розмірів заготовки.
Основна ідея принципу перехідної втулки полягає у використанні зовнішньої поверхні втулки як опорної площини, щоб гарантувати, що оброблювана деталь не викликає відхилення розмірів через деформацію матеріалу або помилки обробки під час обробки. У процесі обробки заготовка вставляється у втулку, а зовнішня поверхня втулки рухається відносно різця або інших інструментів обробки, і між заготовкою та втулкою утворюється певний зазор, так що під час обробки деталь буде автоматично обрізана відповідно до форми втулки, щоб забезпечити точність розмірів обробки деталі.
Завдяки принципу перехідної втулки можна ефективно гарантувати точність розмірів заготовки, покращити ефективність обробки та зменшити вартість обробки. Однак у практичних застосуваннях для забезпечення ефективності принципу перехідної втулки необхідно враховувати такі фактори, як вибір розміру втулки та термічна деформація під час процесу обробки. У той же час, в особливих випадках, внутрішня поверхня втулки також може використовуватися як еталон для реалізації принципу перехідної втулки.
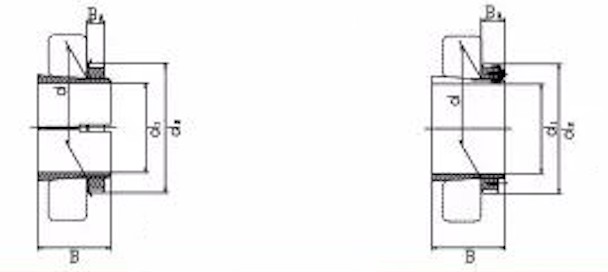
| Позначення | Граничні розміри | Відповідні підшипники | вага | |||||
| d | d1 | B | d2 | B3 | Сферичний роликовий підшипник | KG | ||
| H31/500 | 500 | 470 | 356 | 630 | 100 | 231500K | – | 145 |
| H31/530 | 530 | 500 | 364 | 670 | 105 | 231/530K | – | 161 |
| H31/560 | 560 | 530 | 377 | 710 | 110 | 231/560K | – | 185 |
| H31/600 | 600 | 560 | 399 | 750 | 110 | 231/600K | – | 234 |
| H31/630 | 630 | 600 | 424 | 800 | 120 | 231/630K | – | 254 |
| H31/670 | 670 | 630 | 456 | 850 | 131 | 231/670K | – | 340 |
| H31/710 | 710 | 670 | 467 | 900 | 135 | 231/710K | – | 392 |
| H31/750 | 750 | 710 | 493 | 950 | 141 | 231/750K | – | 451 |
| H31/800 | 800 | 750 | 505 | 1000 | 141 | 231 800 тис | – | 535 |
| H31/850 | 850 | 800 | 536 | 1060 | 147 | 231/850K | – | 616 |
| H31/900 | 900 | 850 | 557 | 1120 | 154 | 231900K | – | 677 |
| H31/950 | 950 | 900 | 583 | 1170 | 154 | 231/950K | – | 738 |
| H31/1000 | 1000 | 950 | 609 | 1240 | 154 | 231/1000K | – | 842 |
| H31/1060 | 1060 | 1000 | 622 | 1300 | 154 | 231/1060K | – | 984 |




