
1. Структура підшипників для кульових млинів:
Зовнішнє кільце спеціального підшипника для млина відповідає конструктивним розмірам попередньої втулки підшипника (зовнішнє кільце приймає загальну структуру). Підшипник кульового млина має дві конструкції, а саме внутрішнє кільце не має ребра (підшипник на кінці подачі), а внутрішнє кільце має одне ребро плюс плоский фіксатор (кінець розвантаження). Фіксований кінцевий підшипник є розвантажувальним кінцем, а ковзний кінець підшипника знаходиться на кінці подачі, що вирішує проблему теплового розширення, викликаного виробництвом млина. Зовнішнє кільце підшипника має три центральні отвори (позиціонуючі отвори), і кожен отвір має отвір для заливки масла 3-G2/1. Підшипник кульового млина пройшов два високотемпературні цикли гартування і не деформується в діапазоні від –40 ℃ до 200 ℃.
2. У порівнянні зі шліфуванням колодок підшипників шліфування підшипників має шість основних переваг:
(1) Підшипник кульового млина змінився з колишнього тертя ковзання на теперішнє тертя кочення. Опір ходу невеликий, а опір запуску значно зменшено, що може значно заощадити електроенергію.
(2)Через низький опір ходу та зменшене тепло тертя, а також використання спеціальної сталі та унікальних процесів термічної обробки підшипників, оригінальний пристрій охолодження було усунено, заощаджуючи велику кількість охолоджувальної води.
(3) Заміна оригінальної тонкої оливи на невелику кількість мастила та олії може заощадити велику кількість рідкої оливи. Для великих млинів мастильний пристрій для порожнистого валу було видалено, щоб уникнути проблеми горіння плитки.
(4) Підвищення ефективності роботи, економія витрат на технічне обслуговування, скорочення часу на технічне обслуговування та зручність обслуговування. Два комплекти підшипників можна використовувати протягом 5-10 років.
(5)Низький пусковий опір значно подовжує термін служби такого обладнання, як двигуни та редуктори.
(6) Підшипники кульового млина мають такі функції, як позиціонування, центрування, осьове розширення тощо, що повністю відповідає умовам виробництва та роботи млина.
Використання спеціальних підшипників для кульових млинів у кульових млинах не тільки економить електроенергію та є простим у обслуговуванні, але також приносить значні економічні вигоди користувачам, що було широко визнано користувачами.
Існує два методи змащування підшипників кульових млинів:
(1)У підшипнику як мастильне середовище використовується мастило, перевага якого полягає в низькій текучості, меншому витоку та дефіциті масла, а утворена масляна плівка має хорошу міцність, що більше сприяє ущільненню підшипників кочення. У той же час використання мастила для підшипників кочення також може збільшити час обслуговування змащення, роблячи обслуговування підшипників простішим і зручнішим.
При використанні мастила заповніть внутрішню порожнину підшипника перед роботою. Після початкової експлуатації спостерігайте та заповнюйте його кожні 3-5 днів. Після заповнення камери гнізда підшипника перевіряйте її кожні 15 днів (використовуйте 3 # літієве мастило влітку, 2 # літієве мастило взимку та використовуйте Xhp-222 при високих температурах).
(2) Використання мастила для змащування може досягти гарного охолодження та ефекту охолодження, особливо підходить для робочого середовища з високими робочими температурами. В'язкість мастила, що використовується в підшипниках кочення, становить приблизно від 0,12 до 5 пікселів/с. Якщо навантаження та робоча температура підшипника кочення високі, слід вибрати мастило з високою в’язкістю, тоді як підшипники кочення з високою швидкістю підходять для мастила з низькою в’язкістю.
З 2006 року були Ф 1.5, Ф одна кома вісім три Ф дві крапка два Ф дві крапка чотири Ф 2.6, Ф 3.0, Ф 3.2, Ф 3.5, Ф 3.6, Ф 3.8. Призначений для шліфування підшипників. Ефект від використання поки хороший. Заощаджуйте клієнтам значну кількість щорічних витрат на технічне обслуговування.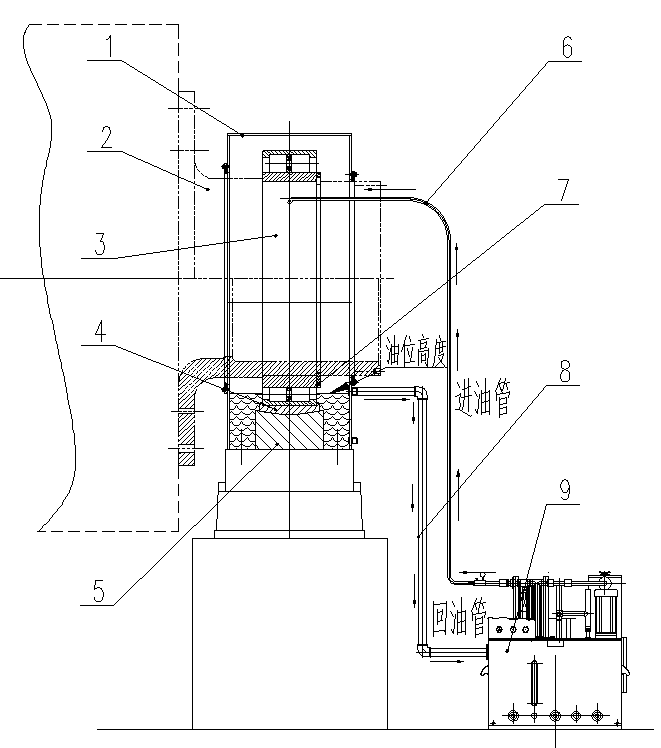
Спосіб змащування спеціальних підшипників кульового млина показано на малюнку (на малюнку: 1. Верхня оболонка підшипника, 2. Порожнистий вал млина, 3. Підшипник, 4. Зовнішнє кільце підшипника, 5 .Сідло підшипника). Мастило, що викачується з мастильної станції 9, подається в підшипник через масляний трубопровід 6 через масляний отвір на зовнішньому кільці підшипника 3, який не тільки змащує кульки підшипника, але й відводить тепло та пил, що утворюються. під час кочення кульок підшипника мастило повертається на станцію мастила 9 по зворотному трубопроводу 8, досягаючи циркуляції мастила. Щоб гарантувати, що збій мастильної станції не вплине на нормальне змащування підшипника в короткостроковій перспективі, отвір для повернення мастила відкривається вище, ніж нижня кулька підшипника, гарантуючи, що рівень мастила, коли мастильна станція зупиняється робоча не нижче половини нижньої кульки підшипника, щоб кулька, яка повертається до нижньої частини, могла досягти ефективного змащення.
Час публікації: 16 червня 2023 р